
Вместе с экспертами Foodbay разбираемся, как изготавливают один из самых экологичных видов упаковки, какое оборудование нужно и как безликий металл превращается в яркую стильную банку.
История металлических банок началась в 1935 году, когда свет увидел первый концепт такой тары. Она была призвана стать практичной альтернативой стеклянным бутылкам — хрупким, сравнительно тяжелым и не слишком пригодным к переработке. Впрочем, первые банки нельзя было назвать легкими — весили они почти 1 килограмм. Однако, начало уже было положено, и дальнейшие усовершенствования были только вопросом времени.
Уже в 1958 году свет увидела алюминиевая банка, вес которой составлял всего лишь 15-25 граммов. И потребители быстро оценили по достоинству новый формат упаковки для напитков. Он полюбился настолько, что прочно встроился в пищевую индустрию и с минимальными изменениями остается востребованным по сей день.
По статистике ежегодно в мире изготавливается 285 млрд алюминиевых банок. И спрос постоянно увеличивается. Поэтому на производстве такой упаковки вполне можно построить бизнес. К тому же технология изготовления тут достаточно простая. Давайте разберем ее по шагам на примере банки стандартного размера.
1. Вырубаем заготовки для корпуса алюминиевой банки

Весь производственный процесс начинается с поставки рулонного металла. Кстати, а вы знаете из какого именно алюминия делают банки? Используется, естественно, не чистый металл, а сплав с марганцем и небольшой долей магния. Такие добавки придают сплаву определенные свойства:
🔹 Магний – повышает устойчивость к ржавлению;
🔹 Марганец – придает механическую прочность.
Однако на их долю приходится всего около 2% массы, поэтому материал принято называть просто алюминием.
Итак, рулоны прибыли, их загрузили на бобины. Далее металл раскатывают и вырубают из него диски радиусом 7 см — именно они впоследствии превратятся с банки.
Это интересно: после вырубки остается примерно 12-14% металла. На крупных производствах его прессуют и возвращают на комбинат для повторного использования. При небольших же партиях изготовления остатки алюминия удобнее сдавать посредникам.
2. Вытягиваем в несколько приемов
Вырубленные диски переходят по конвейерной ленте на первый этап вытяжки. Здесь их прессуют пуансоном, выполненным в виде втулки из металла. Под его воздействием алюминиевая заготовка прогибается и принимает форму чаши глубиной 33 мм. Это так называемая неглубокая вытяжка.
Полученная заготовка перемещается на следующий этап прессования. Тут она менее чем за 1 секунду растягивается до 130 см.
Далее будущая алюминиевая банка переходит на третий этап прессования. Тут специальный пресс формирует характерное вогнутое полусферой дно. Такая форма выбрана не случайно — она обеспечивает сравнительно высоким банкам устойчивость и способность выдерживать высокое внутреннее давление.
Теперь остается только удалить собравшийся гармошкой металл, который можно отправить на повторное использование.
Это интересно: Считается, что на переработку попадает свыше 70 % алюминиевых банок. Для стеклянной и пластиковой тары данный показатель составляет примерно 50 %.
3. Моем и украшаем

Готовый корпус моют со специальным средством. Это необходимо, чтобы смыть с металлической поверхности смазку, используемую при прессовании алюминия. После этого заготовки ополаскивают дистиллированной водой, нагретой до 60 градусов Цельсия.
Теперь нужно корпуса высушить в специальной печи — и можно приступать к нанесению декора. При производстве алюминиевых банок могут использоваться разные технологии оформления:
🔸 Наклейки;
🔸 Термоусадочная пленка;
🔸 Печать.
О технике печати изображений по металлу банки мы поговорим позднее.
4. Лакируем
Если металл будет напрямую контактировать с продуктом, то вкус последнего может измениться. Чтобы не допустить этого, банки изнутри покрывают в несколько слоев специальным лаком:
🔸 Безопасным для человека, продуктов и окружающей среды;
🔸 Хорошо сохраняющим свежесть и вкусовые качества напитков;
🔸 Очень стойким.
Лакированный слой не растворяется при контакте с напитками (в том числе и агрессивными), не трескается, если банка получает вмятину.
Это интересно: в разных странах используются свои стандарты объема банок.
🔹 Для России и Европы типичный вариант — 330 мл.
🔹 В Америке самый ходовой объем — 335 мл.
🔹 В Австралии напитки разливают преимущественно в 375-миллилитровые банки.
🔹 Самые же маленькие баночки производит компания Ball Corporation — их объем составляет всего 150 мл.
5. Прокатываем горлышко

Классическая (и используемая по сей день) технология изготовления алюминиевой банки предполагает, что крышка на нее крепится отдельно. Поэтому банку нужно подготовить к этом.
Полученный на предыдущих этапах цилиндр обкатывают на специальной установке. В результате формируется горлышко требуемого диаметра с бортом-фланцем.
С основой на этом закончено. Остается только проверить будущие банки на отсутствие дефектов, расфасовать по паллетам и отправить заказчику.
6. Делаем крышки и ушки

Процесс изготовления крышки мало чем отличается от формирования корпуса банки. Используется такой же точно металл, из которого вырезаются и штампуются заготовки.
Из того же алюминия делают ушки или, иначе говоря, ключ для банки. Этот процесс уже более кропотливый — здесь нужно выполнить более десятка различных действий.
Это интересно: для крепления ушка к крышке используется металл последней. Из него формируется т. н. интегральная заклепка. То есть никакой дополнительный крепеж не требуется.
Нюансы формы
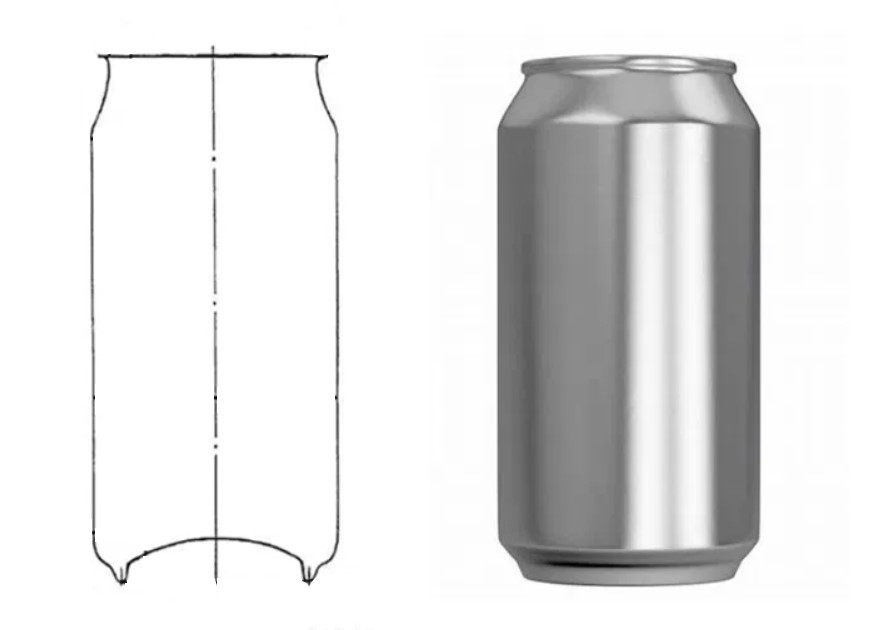
Если рассмотреть форму алюминиевых банок немного подробнее, в том числе под микроскопом, то в ней можно увидеть несколько интересных моментов:
🔹 Вогнутое дно служит своеобразным ребром жесткости для всей конструкции;
🔹 Толщина баночных стенок в последнее время стала меньше — 0.08 мм против прежних 0.11 мм;
🔹 Ближе к верху стенки становятся толще (до 0.16 мм) — это облегчает прокатку сужающегося горлышка и повышает надежность сцепления с крышкой.
Еще одна важная особенность, выгодно отличающая алюминиевые банки для напитков от консервных — при производстве первых формируется только один шов. В частности, отсюда и способность выдерживать давление до 6 атмосфер при очень тонких стенках.
Хитрости печати на алюминии

Самый надежный способ задекорировать банку для напитков — напечатать на ней рисунок, надпись и вообще все что угодно. Важно, что из-за особенностей производственной технологии печатать приходится на уже готовых банках. Для этого используется так называемый метод сухого офсета, во многом похожий на типографскую технологию. Выполняется такая печать следующим образом:
🔸 Специальный лист покрывается фотополимерным материалом;
🔸 На него под действием света наносится негатив изображения — те участки, что попадают под свет, твердеют, а другие участки очищаются от следов фотополимера;
🔸 Полученный штамп окрашивается в соответствии с эскизом, после чего изображение передается сухим способом на офсетный вал;
🔸 При необходимости поверхность банки грунтуется;
🔸 Далее банки несколько раз прокручиваются на специальной основе, во время чего подаются краски;
🔸 Банки сушатся и подаются на линию печати с печатающими головками и многочисленными офсетными валами;
🔸 Головки, каждая из которых отвечает за тот или иной цвет и имеет определенную печатную форму, поочередно прикасаются к валам;
🔸 В результате на поверхности каждого вала формируется полное изображение, которое остается перенести на металлическую поверхность;
🔸 После этого можно сразу же залакировать декор.
Далее банки отправляются в печь на повторную сушку при температуре 170 градусов. Длится эта процедура, как правило, 1 минуту, однако на рынке есть печи, высушивающие банки за 6 секунд.
Важно: красят банки до прокатки зауженного горла, поэтому к используемым материалам предъявляются строгие требования в области устойчивости и надежности.
Технологически возможна и печать на листовом металле до его раскроя на диски-заготовки. Однако в этом случае нужно очень тщательно просчитать все искажения, чтобы в процессе вытяжки рисунок принял свой натуральный вид.
Какое оборудование нужно для изготовления алюминиевых банок
Выбирая техническое оснащение для такого бизнеса, следует держать в голове 2 важных критерия:
✔ Линия совместима с тем металлом, который вы планируете использовать;
✔ Затраты на работу оборудования должны быть минимальны, поскольку они влияют на себестоимость продукции.
Набор компонентов в зависимости от изготовителя и модели производственной линии может существенно отличаться. Подходящим вариантом, выполняющим все базовые процессы и в то же время не слишком избыточным по наполнению, будет такая линия:
✔ Галтовочная машина. Проходя через нее, алюминиевые листы или лента становятся еще более гладкими. В идеале этот узел должен быть заменяемым, чтобы можно было удобно адаптировать линию к работе с другим видом сырья.
✔ Машина для вырубки. Превращает цельное металлическое полотно в набор отдельных заготовок.
✔ Вытягивающая линия. Здесь заготовки последовательно принимают форму будущей банки.
✔ Обрезной автомат. Этот модуль обрезает лишний металл, придавая банке нужную форму и размер.
✔ Моечный автомат, где смывается смазка и все остальные загрязнения.
✔ Конвейерный накопитель. Здесь будущие банки ожидают подачи на обработку пищевым лаком. Вместительность накопителя рассчитывайте в соответствии с планируемой производительностью. В среднем здесь должно помещаться до 1500-2000 баночных заготовок.
✔ Автомат-лакировщик, покрывающий алюминиевую поверхность защитным лаковым слоем.
✔ Сушильная печь. В ней лак затвердевает под действием высоких температур. Основные параметры: диапазон рабочих температур, время сушки, вместимость камеры.
✔ Автомат для предпокрасочной лакировки. Такое покрытие повышает адгезию краски и, следовательно, качество печати.
✔ Печатная машина. Чтобы облегчить весь производственный процесс, лучше включать печатный модуль в состав линии.
✔ Аппарат для постпечатной лакировки. Он защищает декоративный слой от трения, выгорания и прочих воздействий.
✔ Сушильный шкаф. В его камере почти готовые банки в течение нескольких минут сушатся под воздействием температур порядка 200 градусов.
✔ Модуль для зиговки и отбортовки. Здесь фиксируется крышка с ключом, и банка принимает свой итоговый вид.
Как показывает наш опыт – дешевле обратиться к специализирующимся компаниям для закупки готовых банок и печати на них. Развертывать линии по производству банок, если вдруг вы захотите заняться бизнесом по розливу напитков, – нерационально дорого.
Еще раз: комплектность каждой линии может иметь разительно отличающийся функционал. Выбирайте тот вариант, который отвечает планируемой производительности вашего предприятия. И не будет лишней возможность замены отдельных модулей на другие. Это позволит гибко модернизировать линию и использовать разные материалы.



